
Печать мостов — одно из наиболее показательных испытаний для любого 3D-принтера. Именно при выводе горизонтальных участков в воздухе, без поддержки снизу, проявляется качество охлаждения, точность подачи пластика и общая стабильность экструдера. Если параметры выставлены неправильно, нити начинают провисать, склеиваться или рваться, что напрямую влияет на внешний вид и прочность модели.
Чтобы добиться аккуратных и ровных мостов, необходимо подобрать оптимальное соотношение скорости печати и коэффициента потока (Flow Rate) именно для этого типа участков. Ниже представлена методика, которая позволяет сделать это быстро и наглядно.
Методика подбора параметров
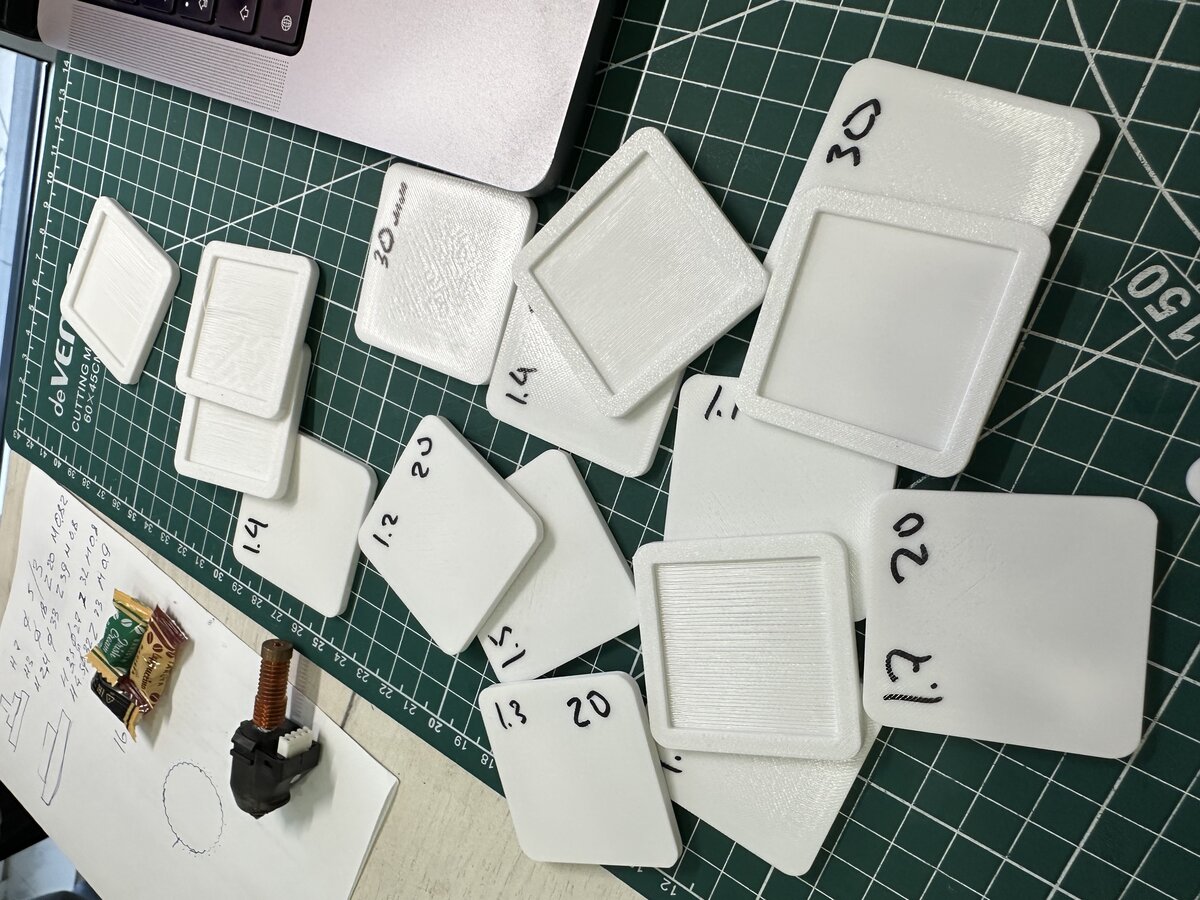
Для калибровки я использовал тестовую модель моста и решил ставить на столе сразу несколько экземпляров, чтобы в одном прогоне получить больше данных и сэкономить время.
Пошаговый процесс выглядел так:
- Взял тестовую модель и расположил на рабочем столе четыре одинаковых экземпляра.
- Установил скорость печати мостов 10 мм/с.
- Для каждого из четырех образцов задал разный коэффициент потока для мостов: 1.0, 1.1, 1.2 и 1.3.
- После завершения печати визуально оценил результаты. Идеальный мост должен получиться ровным, с минимальным провисанием и без нитей между опорами.
- В следующей итерации увеличил коэффициент потока: 1.4, 1.5, 1.6 и 1.7.
- Продолжал серию до коэффициента 2.0, постепенно определяя оптимальное значение.
- Получив лучший результат на скорости 10 мм/с, увеличил скорость печати мостов до 20 мм/с и повторил ту же серию с разными потоками.
В итоге оптимальные параметры для моего принтера оказались следующими: коэффициент потока 2.0 при скорости мостов 20 мм/с. Такая комбинация обеспечила наиболее стабильные мосты с минимальным провисанием даже на относительно больших пролетах.